Please download our document to see specific data of the service and how we work.
Contrôle par Ultrason (UT)
Qu’est-ce qu’un contrôle par Ultrason (UT) ?
UT ((Ultrasonic Testing) : C’est une technique basée sur la transmission, la réflexion et l’absorption d’une onde ultrasonore se propageant dans la pièce à contrôler. Le train d’onde émis se réfléchit dans le fond de la pièce et sur les défauts puis revient vers le transducteur (qui joue souvent le rôle d’émetteur et de récepteur). L’interprétation des signaux permet de positionner le défaut.
Les ondes ultrasonores sont émises au moyen de traducteurs (ou palpeurs) contenant un élément piézoélectrique (quartz par exemple) qui a pour particularité de transformer un courant électrique alternatif en oscillations mécaniques
Cette méthode présente une résolution spatiale élevée et la possibilité de trouver des défauts en profondeur.
La méthode la plus usuellement employée est la méthode « par réflexion » qui n’utilise qu’un seul traducteur jouant simultanément le rôle d’émetteur et de récepteur.
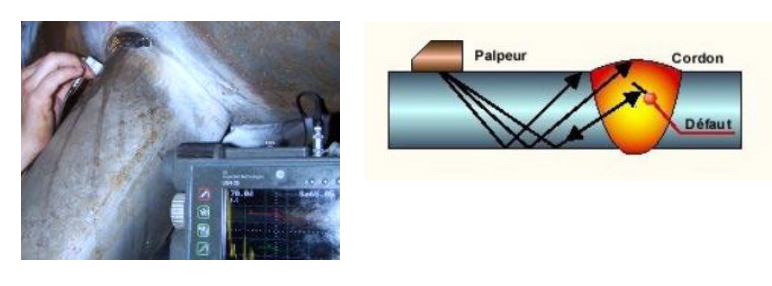
En raison de la forme des assemblages soudés et de l’orientation la plus fréquente des défauts plans (fissures, manques de liaison) qui sont susceptibles d’être rencontrés, le contrôle par ultrasons des soudures est généralement effectué au moyen d’un faisceau d’ondes transversales obliques (palpeurs d’angle).
Le CND par ultrasons est une technique très utilisée, parce que relativement flexible et simple pour détecter des défauts enfouis.
Le principe du contrôle par ultrason
Le contrôle par ultrasons comprend trois étapes
A. La vibration mécanique engendrée par le palpeur émetteur se propage dans la pièce en se réfléchissant sur les faces.
B. Une partie du faisceau est interceptée par le défaut et renvoyée vers le palpeur récepteur (Eventuellement le même que l’émetteur) qui convertit la vibration en signal électrique.
C. On observe sur l’écran de visualisation un écho caractéristique apparaissant à une distance donnée sur la base de temps.
Avantages
Détection précise de la position des défauts dans le volume de la pièce.
Grande sensibilité surtout pour les défauts plans correctement orientés.
Souplesse d’utilisation (Utilisation sur chantier aussi bien qu’en contrôle automatisé).
Particulièrement efficace vis-à-vis des dédoublures et du collage.
Sans danger (par opposition au contrôle radiographique).
A privilégier si accessibilité d’un seul côté.
Associé aux fortes épaisseurs.
Résultats rapides.
Dimensionnement et localisation.
Notre outil phare est l’Appareil de recherche de défauts USM Go
La mise au point d’un contrôle par ultrasons réclame .
Le choix du type d’onde et de la direction d’examen.
Le choix du palpeur.
L’étalonnage.
Le choix du balayage.
La caractérisation des défauts.
Pour chaque contrôle, il existe un cahier des charges ou une norme à respecter.
UT recherche de défauts
La technique de recherche de défauts par ultrasons est largement utilisée pour localiser et mesurer les fissures cachées, les vides, les décollements et les défauts similaires dans les soudures, les réservoirs et appareils sous pression, les turbines ainsi que dans les composantes structurelles.
UT mesures d’épaisseurs
Les contrôles et mesures d’épaisseurs par ultrasons permettent :
La mesure des épaisseurs des revêtements, plaquages, tôles …
Le contrôle des équipements sans démontage avec un accès sur une face
La mesure de la corrosion interne ou externe des cuves, réservoirs, tuyauteries ….
De détecter des manques ou des pertes de matière,
La Vérification périodique des tubes de chaudière, et des appareils à pression,
C’est ainsi que les contrôles à ultrasons permettent d’obtenir rapidement des nombreuses informations sur tout métal ferreux ou non-ferreux, ainsi que sur des pièces non-métalliques. Quelques soient vos besoins en détection de défauts ou en mesure d’épaisseur, cette technique offre une excellente qualité d’inspection, tout en étant extrêmement sécuritaire en chantier.
Grâce à un personnel hautement qualifié et des équipements conventionnels adaptés que nous sommes en mesure de répondre a vos besoins aussi bien en mesures d’épaisseur (évaluation du niveau de corrosion) que des inspections de soudures (en T, en L ou bout-à-bout) à 100% du volume.
Nos inspecteurs certifiés interviennent dans le respect des procédures et des normes d’inspection en vigueur adaptées à vos besoins pour les méthodes ultrasons conventionnelles utilisées
Nous utilisons plusieurs types d’appareils d’inspection à ultrasons qui possèdent les caractéristiques suivantes :
Portatifs peuvent être acheminés rapidement en tous lieux
Sensibles autant aux défauts de surface qu’à ceux à l’intérieur de la pièce.
Possèdent le meilleur pouvoir de pénétration des méthodes de contrôle non-destructif.
Donnent des informations très précises sur la position et la grandeur des défauts.
Une préparation minimale de la surface d’inspection est requise.
Permettent une analyse en temps réel.
Nous garantissons également la sauvegarde de vos données pour consultation ultérieure.